
Guy I know named Carl runs a fabrication shop outside Pittsburgh. Been in the business maybe 30 years, started back when everything was manual and computers were for billing departments. Mills and lathes, dial indicators and hand wheels, the whole old-school setup with experienced guys making every cut by feel and judgment. His machinists were skilled—really skilled. Some had been with him 20 years running the same equipment. Couple years back he finally bought his first CNC machine after fighting the decision for a long time. Figured his experienced team could match anything a computer-controlled machine could produce. Wasn’t sure the investment made sense.
Six months later he bought a second CNC. Year after that, a third.
“I was wrong,” he told me last time we talked. “Not about quality—my guys were absolutely skilled and still are. But the consistency across a production run. The speed on repeat work. Running the same part fifty times and every single one comes out identical without somebody babysitting every cut. That’s what I couldn’t match with manual work no matter how experienced the operator. Ask me how I know.”
That’s the real story with CNC machining for custom fabrication. Not that it makes manual skills obsolete—it doesn’t, and good manual machinists are still genuinely valuable for certain work. But CNC delivers something manual methods struggle with fundamentally: repeatable precision at production speed, part after part, shift after shift, with minimal human variability in the results. For custom metal fabrication, that changes everything about what’s possible and what’s practical to quote.
Quick Reference: CNC Machining for Fabrication
| Category | Details |
| Part Lifespan | 10–25+ years depending on alloy, stress levels, and environment |
| Cost Range | $75–$250 per machine hour plus material and programming |
| Best For | Tight tolerances, complex shapes, repeatable production, prototypes |
| Typical Tolerance | ±0.001″ achievable on most modern equipment |
| Key Industries | Aerospace, automotive, industrial, medical, architectural metalwork |
Why CNC Changes Custom Fabrication
The benefits show up differently depending on what you’re making and how many you need. But certain fundamental advantages apply across almost every application, every material, every industry. Here’s where the real value lives and why shops keep investing in this capability.
Precision You Can Actually Count On
CNC machines follow digital instructions from CAD and CAM files. Every cut lands where the design says. Not approximately. Not close enough. Not “good enough for government work.” Exactly where specified.
An aerospace quality engineer I know—Diana, 15 years inspecting flight-critical components—put it bluntly when I visited her facility last year: “Manual machining depends on the operator having a good day. CNC depends on the program being right.”
She can verify a program. Audit it. Prove it works before a single production part ships. Can’t verify someone’s focus level at 3 PM Friday when everybody’s thinking about weekend plans. Her words.
Once a program is proven out on first articles? Five parts or five thousand come out identical. No drift as operators get tired. No accumulated errors building across a shift. No mystery variation depending on who happens to be running equipment that day. That predictability is worth real money when you’re quoting jobs and promising delivery dates.
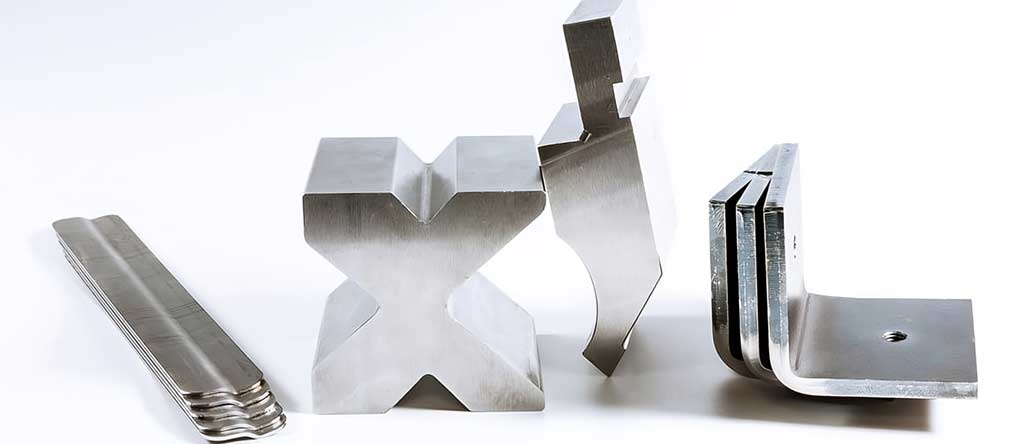
Complex Geometry? Machine Doesn’t Care.
Custom fab needs weird shapes. Deep pockets that would be hard to reach manually. Compound angles requiring precise positioning. Surfaces curving every direction at once. Features that would take a manual machinist hours of careful setup—assuming they could pull it off reliably at all. Ask me how I know.
CNC doesn’t get intimidated by any of it:
- 3-axis milling – Flat surfaces, simple profiles, basic pockets and holes. Covers maybe 70% of typical fabrication work.
- 4-axis – Adds rotation capability. Curved details, cylindrical features, multiple sides without refixturing between operations.
- 5-axis – The hard stuff. Multi-angle surfaces, undercuts, intricate geometry that would be impossible otherwise.
Brackets. Housings. Enclosures. Engine components. Architectural metalwork. All easier because the machine just follows the toolpath precisely. Doesn’t slow down for difficult features. Doesn’t second-guess the programmer. Just executes the same moves whether it’s cutting a simple block or sculptural surface.
Short runs and one-offs work too. No expensive hard tooling to amortize. No specialty fixtures costing more than the parts themselves. Adjust the program, run the job. Done.
The Efficiency Numbers (Real Shops, Not Sales Brochures)
CNC consolidates operations that normally happen at different stations. Drilling, tapping, profiling, cutting—one setup instead of bouncing parts around the shop. That consolidation matters when you’re tracking actual throughput and trying to hit delivery dates.
Where the efficiency actually shows up:
- Less scrap – Digital toolpaths don’t waste material. Less in the bin at end of shift. Big deal when titanium or stainless costs what it does these days.
- Predictable timing – Machine runs same speed hour eight as hour one. No slowdown when operators get tired. Delivery dates you can actually promise and keep.
- Labor leverage – One person running three machines instead of three people running three machines. Changes the economics of production work completely.
- Fewer screwups – No alignment errors. No measurement errors. No “I thought it was supposed to be…” mistakes. Program is proven, those problems disappear.
Guy named Warren—production manager at a Midwest job shop—tracks metrics obsessively because his bonus depends on hitting numbers. Spreadsheets everywhere. Told me his rework rate dropped from 8% to under 2% after converting main production line to CNC from manual operations.
That’s not a minor improvement. That’s margin showing up in the bank every single week. Makes the equipment pay for itself faster than the finance guys predicted.
Works With Whatever Metal You Throw At It
Aluminum in all its grades and alloys. Steel and stainless in various specifications. Copper and brass for electrical and decorative applications. Titanium for aerospace and medical work. Inconel and other exotics for extreme temperature environments. Materials nobody’s heard of outside specialized industries. Machine doesn’t care which one is on the table—adjust speeds and feeds appropriately for the properties and run it.
Why CNC machining shows up across completely different industries with completely different requirements:
- Aerospace – Structural parts, brackets, housings. Tight tolerances on expensive materials. Scrapping parts hurts the budget.
- Automotive/EV – Drivetrain components, molds, fixtures. High volume requiring consistent quality across thousands of identical pieces.
- Industrial equipment – Shafts, plates, gears, bushings, wear components. Parts that need to last years in harsh conditions.
- Medical – Surgical tools, instrument housings, implant-ready metals. Cleanliness and precision both absolutely critical.
- Architecture – Custom trims, signage, decorative pieces. Jobs where appearance matters as much as function.
CNC integrates well with other fab processes too. Parts commonly flow from laser cutting to CNC machining to welding to finishing. The CNC step produces edges clean enough and dimensions accurate enough that downstream operations go faster. Fit-up problems basically disappear.
How CNC Compares to Other Methods
Different fabrication processes exist for different reasons and different situations. Each has specific strengths and limitations worth understanding before choosing. Here’s where CNC machining fits in the broader picture of metalworking options and when you might actually prefer something else:
| Process | Best For | Limitations |
| CNC Machining | Precision, complex shapes, repeatability | More scrap than forming or casting for some parts |
| Laser/Waterjet | Flat profiles, fast 2D cutting | Usually needs secondary machining for finished parts |
| Casting | High-volume production | High upfront tooling cost, limited precision |
| Welding/Fab | Structural assemblies | Not ideal for detailed or intricate components |
Here’s the thing though—most quality metal parts hit a CNC machine somewhere in their production process regardless of where they started. Even if fabrication begins with cutting, forming, casting, or 3D printing, CNC usually handles the precision work that makes parts actually fit together in final assemblies. It’s typically the step that turns a rough blank into a finished component meeting tight specifications and dimensional requirements. The finishing touch that matters.
What Drives the Price (No Surprises Here)
Understanding cost factors helps when comparing quotes from different shops or deciding whether to bring capability in-house:
- Material – Harder metals cut slower and wear tools faster. Titanium costs more to machine than aluminum. Not just material price—actual machining difficulty matters. Physics you can’t negotiate with.
- Complexity – Deep pockets, tight tolerances, multi-axis operations, thin walls, fine surface details. All add programming time upfront and machine time during production. Complex parts simply take longer to make. Period.
- Quantity – Programming and setup costs spread across volume. Fifty pieces costs less per piece than five. Thousand pieces costs less still. Basic economics of scale.
- Tolerances – Ultra-tight specs require slower feeds, more passes, additional inspection time. Costs stack up across all those factors.
- Setup – Simple parts need minimal fixturing. Weird shapes and irregular geometry might need custom solutions that take time to design and build.
More difficult work costs more. Not complicated. Good shops explain what’s driving their pricing so you can make smart design tradeoffs when possible. Sometimes a small change in tolerance or feature design saves significant machining cost without affecting how the part actually functions.
How Jobs Actually Run
Standard workflow that applies to most CNC machining projects. Shops vary on specific details but sequence is remarkably consistent across the industry:
- Design review – Start with CAD files or even rough sketches with key dimensions. Engineers check manufacturability, identify potential issues, suggest improvements.
- Material selection – Pick the right metal for the application requirements. Balance strength, weight, corrosion resistance, machinability, cost. Sometimes the obvious choice isn’t actually best.
- Programming – Design becomes toolpaths that control machine movement. Good programming makes good parts. Bad programming wastes time, material, and money. This is where expertise really lives.
- First article – One unit proves the process works correctly. Confirms fit and function before committing to production volume. Catches problems when they’re cheap to fix.
- Production run – Machine repeats the proven process as many times as needed. Same quality every single time because the program doesn’t change between parts.
- Finishing – Anodize, powder coat, polish, bead blast, plate, paint. Whatever the application requires for appearance or performance.
- Inspection and ship – Verify critical dimensions match drawings. Document results for quality records. Ship parts that meet spec.
Good shops follow this process religiously because it works. Catches problems early when they’re cheap to fix instead of late when they cost time, money, and customer relationships. The discipline pays for itself on every job.
FAQs
1. What metals work for CNC machining?
Aluminum and stainless most common because they machine well and cover lots of applications. But titanium, copper, brass, carbon steel, tool steels, exotic alloys—pretty much any metal used in fabrication. Material choice depends on application requirements, not machine limitations.
2. How accurate is CNC machining?
±0.001″ achievable for precision work requiring tight fits. ±0.005″ routine for general fabrication work. Those are realistic expectations for professional shops with properly maintained equipment.
3. Does CNC work for small batches?
Yes. Actually a real strength compared to other precision methods. Prototypes, one-offs, short runs—all practical because setup and program changes happen fast. No expensive hard tooling to amortize across large volumes before economics work.
4. How long does CNC machining take?
Simple parts might take minutes of actual machine time. Complex multi-axis work with tight tolerances can take hours per piece. Lead times for orders typically range from a few days to a few weeks depending on shop backlog, part complexity, and material availability.
5. What files do I need to start?
STEP, IGES, DXF, native CAD files—standard formats that shops work with every day. Even rough sketches with key dimensions work if design intent is clear enough for engineers to model from scratch.
6. When does manual machining make sense instead?
Quick repairs where programming takes longer than just cutting. Simple modifications to existing parts. One-time fixtures or jigs. But for precision work or repeatability across multiple parts? CNC wins. Not even close.
Why Styner Machine Tools
Styner Machine Tools provides precision CNC machining, CAD engineering support, prototyping, and custom fabrication for businesses across the USA. Small detailed brackets requiring careful attention to features. Large industrial components demanding heavy equipment and operators who know how to handle challenging materials. Everything in between.
We understand what makes CNC valuable for custom fabrication because we live it every day working with customers across different industries with different requirements. Consistent precision you can count on job after job. Repeatable results across production runs of any size. Parts that fit assemblies without grinding and rework downstream. That’s the standard on every project we touch.
Not just owns the machines—actually understands the materials, the processes, and what it takes to make parts that work in the real world.
American manufacturing. Real capability. Results that matter to your projects and your customers.
Contact Styner Machine Tools at CNCFAB.SHOP to discuss your project.