
Got into an argument at a trade show last year. Friendly argument, but still. Guy named Walt—runs a small machine shop in Ohio, been doing it since the Reagan administration—was telling me CNC had “ruined the craft.” His words. Said young machinists don’t understand metal anymore, just push buttons and watch screens.
I get where he’s coming from. There’s something to be said for the feel of manual machining, the intuition that comes from decades of hands-on work. Walt can listen to a cut and know if something’s wrong before any sensor catches it.
But here’s the thing. His shop does maybe 200 parts a month. A CNC shop down the road does 200 parts a day. Same quality. Sometimes better. And when a customer needs 5,000 identical brackets by Friday, Walt sends them to the CNC shop himself.
That’s the real difference between CNC machining and traditional machining. Not better or worse—different tools for different jobs. Understanding when to use which one? That’s what separates shops that thrive from shops that struggle. And it’s not as obvious as most people think.
Quick Comparison: CNC vs. Traditional
| Factor | CNC Machining | Traditional Machining |
| Equipment Lifespan | 10–20 years with proper maintenance | Can last decades but needs more hands-on care |
| Cost Structure | Higher setup cost; lower per-part cost at volume | Lower initial setup; higher labor cost per part |
| Volume Sweet Spot | Scales from prototypes to thousands easily | Best for small batches or one-off custom work |
| Precision | Micron-level repeatability, every time | Depends on operator skill; variations possible |
| Labor Needs | Skilled setup, minimal production oversight | Labor-intensive; every part needs attention |
| Best Applications | Aerospace, automotive, medical, production runs | Artisan work, repairs, specialized low-volume jobs |
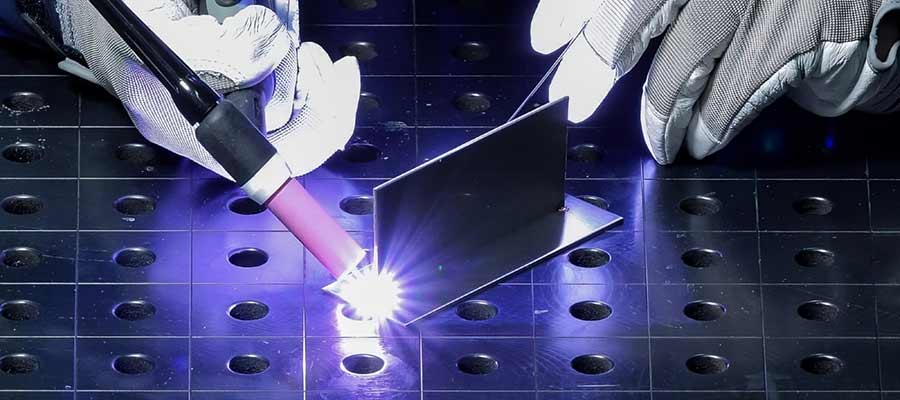
Hands on the Wheel vs. Code on the Screen
Watched a traditional machinist named Eddie work a lathe once. Mesmerizing. Guy had been turning metal for 35 years and moved like the machine was an extension of his arms. Adjusted feed rates by feel. Knew when to back off just from the sound of the cut. Real craftsmanship.
Here’s the problem though. Eddie’s getting ready to retire. And finding someone with his skills? His boss told me they’d been looking for two years. Young people don’t want to spend a decade learning to do something a computer can do in an afternoon.
That’s the fundamental split. Traditional machining is human-powered. Skilled operators run lathes, mills, grinders, and drills manually. Every cut guided by experience and intuition. It takes years to get good. Decades to get great.
CNC machining is computer-powered. Engineers program the machine with G-code instructions—basically a recipe for how to move, cut, and shape the material. Once that program is dialed in, the machine runs. Morning, night, weekends. Doesn’t get tired. Doesn’t have off days. Doesn’t call in sick.
Neither approach is “wrong.” Eddie’s shop still gets work—custom jobs, repairs, one-off parts where programming a CNC would take longer than just making the damn thing by hand. But for production work? For anything requiring consistency across hundreds or thousands of parts? CNC wins. Not even close. The economics just don’t favor manual operation at scale.
When “Close Enough” Isn’t Close Enough
Had a conversation with a quality manager at an aerospace supplier last spring. Woman named Diane, been in the industry about twenty years. She showed me two batches of the same bracket—one made on traditional equipment, one CNC.
Both batches passed inspection. Both met spec. But the distribution was different. The traditional batch had parts scattered across the tolerance band—some near the high limit, some near the low, a few right in the middle. Normal variation from human operation.
The CNC batch? Every single part clustered right at nominal. Diane could stack them without measuring and know they’d all be within a few tenths of each other. “That’s not just precision,” she said. “That’s predictability. And predictability is what lets me sleep at night.”
In industries like aerospace, automotive, and medical devices, that kind of consistency isn’t optional. A tiny deviation might not matter on one part. But stack those variations across an assembly with fifty components? Suddenly you’ve got fit problems. Performance problems. Safety problems.
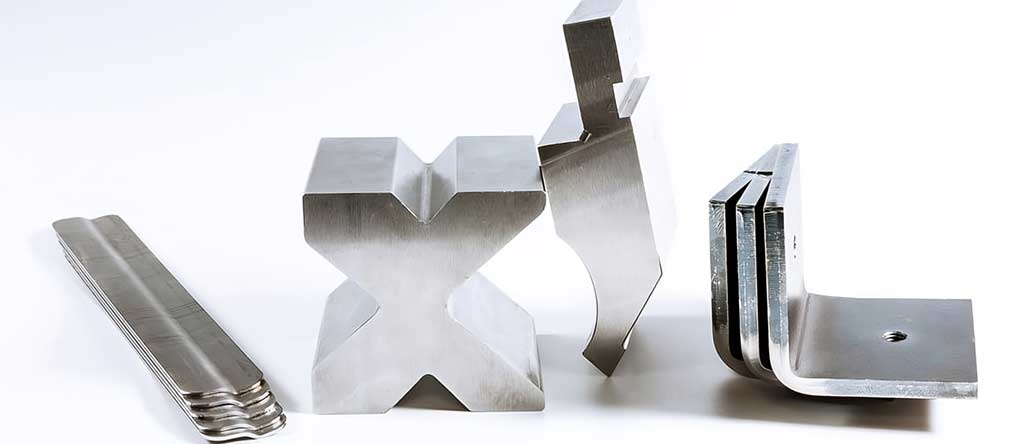
CNC machines remove the uncertainty. Program a part, run it a thousand times, get a thousand identical results. Multi-axis machines—3-axis, 4-axis, 5-axis—handle complex geometries that would require multiple setups on traditional equipment. Compound angles, intricate surfaces, features you can’t even access with conventional tooling. All in one run.
Traditional machining can achieve impressive accuracy in the right hands. I’ve seen manual work that would make a CNC programmer jealous. Real artistry. But doing it once is different from doing it a hundred times identically. That’s where CNC pulls ahead, and it’s not a small advantage.
The Math on Labor and Throughput
Let me tell you about two shops I visited last year. Both make similar parts. Similar equipment footprint. Similar overhead costs. Wildly different economics.
Shop A runs mostly traditional equipment. Eight machinists on the floor, each running one or two machines. Every part gets hands-on attention. Setup, cutting, measuring, adjusting. Good work, but limited throughput. Owner told me they max out around 150 parts per day on their bread-and-butter product.
Shop B runs CNC. Three operators managing twelve machines. Once a job is programmed and proved out, the machines run themselves. Lights-out manufacturing overnight. Same bread-and-butter product? They push 800 parts a day. Sometimes more.
The labor math is brutal. Shop A needs more people to produce less output. Every time they hire, they’re hoping to find someone with years of experience—and those people are getting scarcer every year as the old guard retires.
Shop B needs programmers and setup people. Still skilled work. But once a job is running, one operator can watch multiple machines. And the programming skills transfer between jobs—unlike manual machining intuition, which is specific to each operation.
Traditional machining offers flexibility. Need to make a quick change? A skilled operator can adjust on the fly. That matters for prototypes, repairs, and small custom jobs where reprogramming would take longer than just doing it manually.
But for production work? For anything where volume matters? CNC scales in ways traditional machining simply can’t. The math is relentless. More parts, less labor, lower per-unit cost. That equation doesn’t change just because someone wishes it would.
What About Materials and Complementary Services?
Both methods work with metals, plastics, and composites. No surprise there. The difference shows up in the difficult stuff.
Hardened steels, exotic alloys, materials that fight back—CNC handles these more consistently because the process parameters stay constant. A manual machinist cutting Inconel at the end of a long shift isn’t going to perform the same as at the start. The machine doesn’t have that problem.
Complex geometries are similar. Traditional machining struggles with shapes that require simultaneous multi-axis movement. Not impossible, just harder. More setups. More chances for error. More time.
And here’s something worth knowing: CNC machining pairs well with other processes. Waterjet cutting for initial blanks. Laser cutting for precision profiles. Plasma for heavy plate work. Shops that offer all of these can take a project from raw material to finished part without shipping things around. Faster turnaround. Tighter quality control. Less finger-pointing when something goes wrong. One point of contact, one responsible party.
What Actually Drives the Price Tag
People ask me all the time whether CNC is more expensive than traditional machining. Honest answer? It depends. Annoying, I know, but true.
Here’s what actually moves the needle:
- Material choice – Harder metals need more machine time and chew through tooling faster. True for both methods, but CNC handles difficult materials more predictably.
- Part complexity – Simple parts might be faster on manual equipment. Complex geometries almost always favor CNC because of reduced setup time and fewer operations.
- Volume – This is the big one. Low volume? Traditional might be cheaper. High volume? CNC wins because setup costs spread across more parts.
- Labor availability – Skilled manual machinists are getting harder to find. That scarcity shows up in labor costs. CNC operators are easier to train and more available.
- Quality requirements – Tight tolerances and strict repeatability requirements almost always push toward CNC. The cost of inspection and rework on traditional jobs can eat any savings.
A shop owner in Pennsylvania—guy named Marcus who’s been in the business 30 years—told me he prices jobs based on total cost of quality. “Cheap machining that generates scrap isn’t cheap,” he said. “Expensive machining that runs right the first time isn’t expensive.” Hard to argue with that logic. He’s survived three recessions thinking that way.
How a CNC Project Actually Flows
For people who haven’t worked with CNC shops before, here’s what the process typically looks like:
- Design work – Engineers create CAD models with all the dimensions, tolerances, and specs locked down. The more complete this is, the smoother everything else goes.
- Programming – CAD gets converted into machine instructions. G-code tells the machine exactly how to move, what speeds to use, what tools to call up. This is where experience matters—good programmers optimize for efficiency and quality.
- Setup – Material gets loaded, tools get installed, the first part gets proved out. This is the labor-intensive part of CNC work.
- Production – Machine runs, parts come out. Operator monitors for issues but doesn’t need hands on every piece. This is where the efficiency advantage kicks in.
- Inspection and finishing – Parts get measured, checked against spec, finished as needed. Polishing, coating, whatever the application requires.
The key insight? Front-load the work. Invest in good design and programming, and production runs smooth. Rush the early steps, and you’ll pay for it in rework and delays. Seen it happen too many times. The shops that get this right deliver on time. The ones that don’t are always scrambling.
Where the Industry Is Heading
Been watching this space for a while now. Few trends keep showing up in conversations:
- Multi-axis adoption accelerating – 5-axis machines used to be exotic. Now they’re standard in serious shops. The capability to cut complex parts in one setup changes what’s economically feasible.
- Prototyping getting faster – CNC makes it practical to test physical parts instead of relying entirely on simulations. Companies iterate faster when they can hold actual components.
- CAD/CAM integration tightening – The gap between design and manufacturing keeps shrinking. Changes in CAD flow directly to machine code with less manual translation.
- Labor shortage pushing automation – Traditional machining skills are retiring faster than they’re being replaced. CNC is filling the gap whether shops want it to or not.
- Local manufacturing regaining ground – Supply chain disruptions made domestic production more attractive. Shops that can deliver fast without international shipping have an edge.
Traditional machining isn’t going away. There will always be work that needs the human touch—repairs, custom one-offs, applications where programming takes longer than just making the part. But for production work? CNC is the standard now. Has been for a while. Will be for the foreseeable future. Shops still debating whether to invest are watching competitors pull ahead.
FAQs
1. Which method is faster overall?
CNC wins on speed for anything beyond a handful of parts. Setup takes longer, but production screams once it’s running. Traditional machining might be faster for a single custom part, but that advantage disappears with any volume.
2. Is CNC always more expensive?
Not necessarily. Higher setup costs, yes. But lower per-part costs at volume. For production runs, CNC usually works out cheaper when you factor in labor, consistency, and scrap rates. For one-off parts, traditional might save money.
3. Can a skilled machinist match CNC precision?
On a single part? Sometimes, yes. Truly skilled operators can achieve remarkable accuracy. The difference shows up in repeatability—doing it exactly the same way a hundred times in a row. That’s where CNC excels.
4. What materials work better with CNC?
Both methods handle common metals and plastics fine. CNC has advantages with hard-to-machine materials—hardened steels, Inconel, titanium—because process parameters stay constant. Traditional machining depends more on operator consistency, which varies.
5. Do CNC shops still need skilled people?
Absolutely. Different skills, but still skilled. Programming, setup, maintenance, quality control—all require expertise. The difference is that one trained operator can oversee multiple machines instead of running one manually.
6. When does traditional machining still make sense?
Custom one-off work, repairs, prototypes that might change significantly, applications where feel and experience matter more than repeatability. Traditional shops aren’t obsolete—they serve a different market with different needs.
Why Styner Machine Tools
Styner Machine Tools combines decades of machining experience with modern CNC capability. We’ve seen both worlds—understand what traditional craftsmanship brings to the table, and what CNC automation makes possible.
Single prototype or full production run, we deliver parts that meet spec. Precision, efficiency, reliability—the stuff that actually matters when you’re depending on components to perform. No excuses, no finger-pointing, just parts that work.
Waterjet, laser, plasma cutting available alongside CNC machining. Take a project from concept to completion without bouncing between vendors. Simpler logistics, clearer accountability.
American manufacturing. Real expertise. Parts you can count on every time.
Get in touch with Styner Machine Tools at CNCFAB.SHOP.